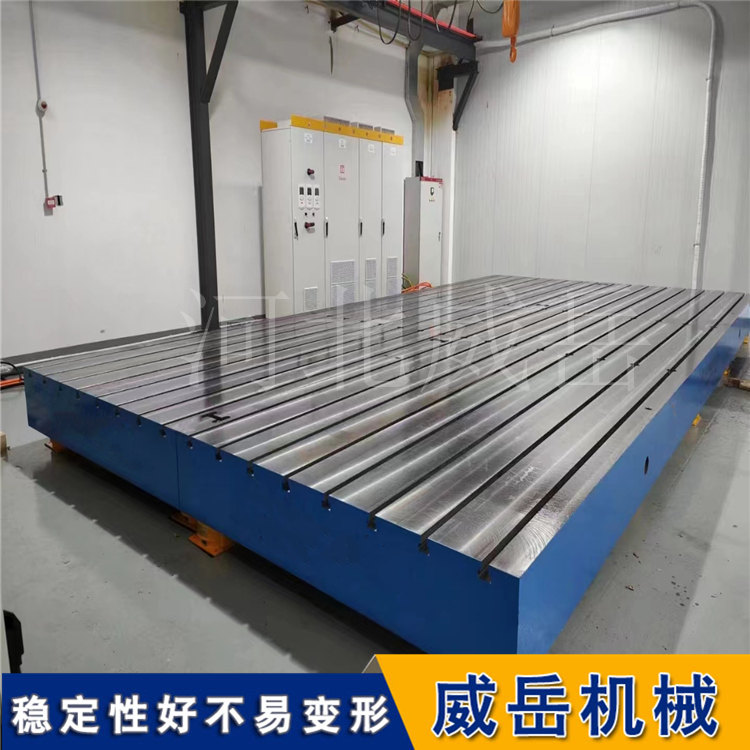
鑄鐵T型槽平臺,又稱為T型槽鑄鐵平臺,是一種廣泛應用于機械制造、裝配、調試、焊接及鉚焊等工序中的關鍵工具。其表面帶有T型槽設計,這一特性不僅增強了平臺的實用性,也為其在各種機械操作中的固定和提供了便利。本文將深入探討鑄鐵T型槽平臺的制造工藝,從毛坯制作到包裝入庫的每一個細節,都將被詳盡解析。
裝配平臺一、毛坯制作:奠定質量基礎
鑄鐵T型槽平臺的制造始于毛坯制作。這一步驟主要包括設計圖紙、制作木型、配料、造型、烘干、澆鑄、落沙、清理及檢驗毛坯的各部位。設計圖紙是制造過程的基礎,它確保了后續所有步驟都能按照預定的技術要求進行。制作木型則是為了形成鑄件的模具,配料則需選擇強度鑄鐵材料,如灰鑄鐵HT200-300,以保證平臺的堅固耐用。造型是將熔化的鐵水倒入模具中的過程,而烘干則是為了確保模具在澆鑄前完全干燥,避免水分影響鑄件質量。澆鑄是將熔化的鐵水注入模具,待其凝固后形成鑄件。落沙是將鑄件從模具中取出,清理則是去除鑄件表面的型砂和雜質。最后,對毛坯進行嚴格的檢驗,確保其無砂孔、氣孔、裂紋等鑄造問題,這是保證平臺質量的基礎。
裝配平臺二、熱處理:提升材料性能
毛坯制作完成后,接下來是熱處理步驟。熱處理主要包括回火處理,旨在去掉鑄造過程中產生的內應力,提高材料的穩定性和強度。這一步驟對于提高平臺的耐用性和精度至關重要。回火處理通常需要在特定的溫度下進行,以保持材料的微觀結構和性能。通過熱處理,鑄鐵平臺的硬度和韌性得到平衡,使其能夠承受更大的機械應力和變形,同時保持高精度的表面。
裝配平臺三、機械加工:塑造形態
熱處理完成后,鑄鐵T型槽平臺進入機械加工階段。這一階段包括將毛坯于機床上,用夾具固定,然后按圖紙要求進行加工。加工過程通常分為粗加工和精加工兩個階段。粗加工主要是去除毛坯的多余部分,形成大致的形狀和尺寸。粗加工后,鑄件需再次進行回火處理,以去掉加工過程中產生的內應力。精加工則要求嚴格控制加工精度,確保平臺的平面度、平行度和直線度等形位公差符合標準。精加工通常包括銑削、磨削等工序,以獲得高精度的表面。加工完成后,還需對平臺進行潔凈處理,去除加工過程中產生的油漬、鐵屑等雜質。
裝配平臺四、人工刮研:追求精度
機械加工完成后,鑄鐵T型槽平臺進入人工刮研階段。刮研是鑄鐵平臺制造中的關鍵環節,它要求操作者具有豐富的經驗和精湛的技藝。通過刮削過程,可以進一步提高平臺的表面粗糙度和精度。刮研通常使用刮刀和研磨膏,對平臺進行細致的刮削和研磨,以獲得高精度的表面。刮研后的平臺表面平整、光滑,能夠滿足測量和裝配的高精度需求。此外,刮研還能增強平臺表面的耐磨性,延長其使用壽命。
威岳機械謝女士15350773479
