T型槽平臺的標準是怎么進行打造的呢?
T型槽平臺,作為一種廣泛應用于裝配、調試機械設備的鑄鐵平臺量具,其各式各樣的標準打造過程既復雜又精細,涵蓋了從材質選擇到包裝的多個環節。本文將詳細探討T型槽平臺標準的打造過程,以便讀者對這一工具的制作有更為深入的了解。
首先,T型槽平臺的材質選擇至關重要
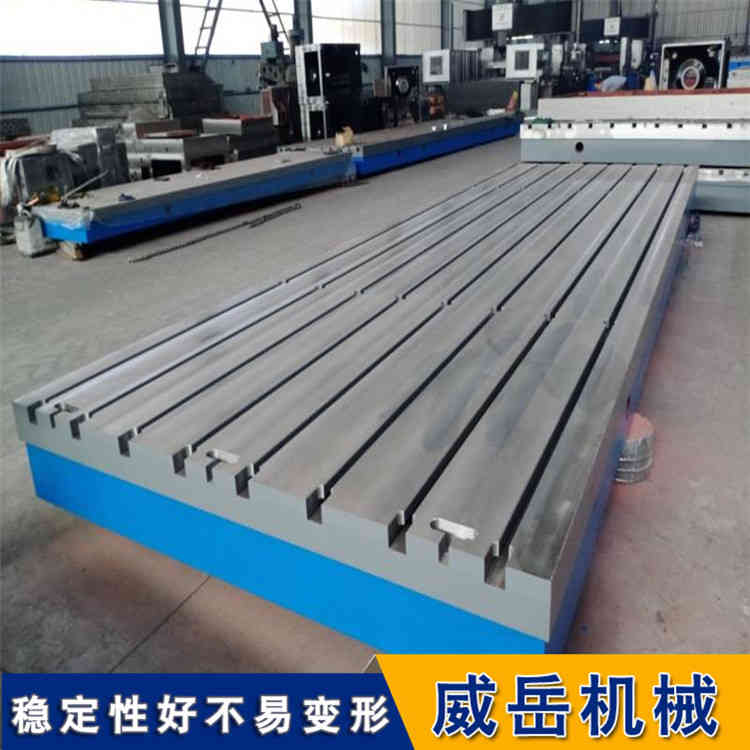
它通常采用強度鑄鐵HT200-300,這種材質不僅硬度適中,耐磨性好,而且具有優異的穩定性和韌性。其工作面硬度控制在HB170-240之間,這樣的硬度范圍既能保證平臺的耐磨性,又能避免在使用中因硬度過高而導致工件損壞。材質的選擇奠定了T型槽平臺高質量的基礎。
在材質選定后,T型槽平臺的鍛造過程同樣關鍵。鍛造時,選用刮削技術,這是一種古老而工藝,通過人工或機械的方式對平臺表面進行刮削,以達到平整、光滑的效果。刮削技術不僅能去除鑄鐵表面的毛糙痕跡,還能提高平臺的精度。刮削后的平臺表面粗糙度Ra的允許值通常在5um以內,這樣的精度保證了平臺在使用中的穩定性和可靠性。
鍛造完成后,T型槽平臺還需經過人工退火和自然時效處理。人工退火通常在600-700度的高溫下進行,這一過程有助于去掉鑄鐵內部的應力,提高平臺的穩定性和耐磨性。而自然時效則是一個更為漫長的過程,理論上需要2-3年的時間,但由于企業等實際原因,通常采用激振器通過振動時效代替。雖然這種替代方法的效果尚未得到完全確認,但在國際上已得到廣泛應用。
在制造過程中,T型槽平臺的規格和精度也是嚴格控制的。規格方面,平臺的長寬尺寸可根據需方圖紙定制,常見的規格范圍從1000x1000到3000x6000不等。精度方面,則按照國家標準計量檢定規程執行,分為0級、1級、2級、3級和精刨五個等級。每個等級的平面度公差都有明確的規定,例如,200x200的平臺,0級精度的平面度公差為5μm,而3級精度的平面度公差則為30μm。這樣的精度控制確保了平臺在不同應用場景下的穩定性和可靠性。
威岳機械謝女士15350773479
