由于這個產(chǎn)品的實際參數(shù)和 度比較準,在市面上得到了很多機械長的認可。廠家可以通過該類產(chǎn)品從事各種各樣的工作當中去。像T型槽平臺這樣的產(chǎn)品也是很多廠家愿意進行二次回購的。
T型槽平臺精度:按標準計量檢定規(guī)程JJG117-91執(zhí)行,分別為3級、精刨。
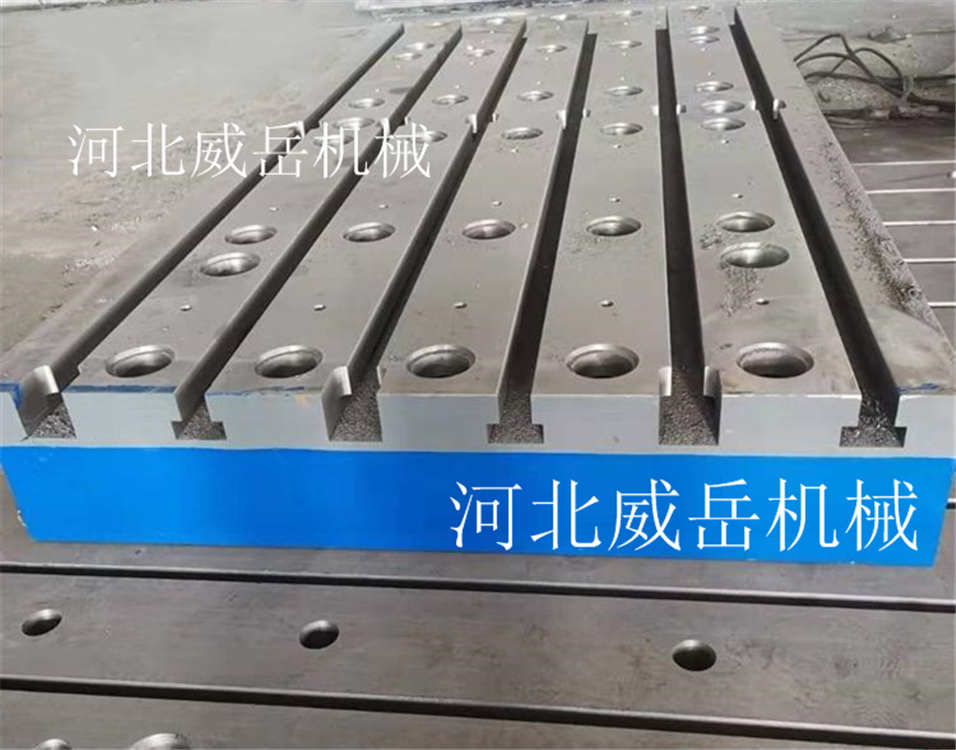
鑄鐵平臺表面處理:工作面采用刮研工藝,用涂色法進行檢驗,了平面精度。工作面一般開有T型槽,也可根據(jù)要求加工長孔或圓孔等。
T型槽平臺的技術(shù)要求:
1、采用刮削工藝應(yīng)進行涂色對研檢驗。對研后顯示的接觸點面積的比率的規(guī)定:或者按25mm?25mm正方形面積的接觸點數(shù)見表3的規(guī)定,且任意25mm?25mm中的接觸點數(shù)之間應(yīng)不大于5點。
2、T型槽平臺應(yīng)采用細密的灰口鑄鐵或合金等材料制造,其工作面硬度應(yīng)為170-220HB。
3、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應(yīng)小于周圍材料的硬度。工作面堵塞的砂孔應(yīng)不多于4個,且砂孔之間的間距應(yīng)不小于80mm。
T型槽平臺鏟刮工藝復(fù)雜,因為其鏟刮質(zhì)量直接影響著臺面的平面度,精度等,是T型槽平臺生產(chǎn)過程的重要環(huán)節(jié)之 也是精度,平面度的保證工序。
①.鏟刮作業(yè)前應(yīng)對T型槽平臺半成品進行水平調(diào)整,調(diào)正好后方可進行鏟刮作業(yè)。如果在為水平調(diào)整過的平臺上進行鏟刮,那么即使鏟刮點再均勻,深度再合適,其平面度也是無效的。
②.鏟刮的工具為刮刀,其外形,尺寸,包括刀頭的質(zhì)量,都是要嚴格挑選的。工具選擇直接影響著鏟刮效率和鏟刮人員的工作疲勞強度。在鏟刮過程中,因及時修磨刮刀到頭刃口,達到鋒利,平整,只有這樣才能將臺面鏟刮到均勻,深度 致,也大大提高了鏟刮工作的效率。
③.在涂色是要將涂色原料(紅丹粉)調(diào)制顏色鮮明,好識別接觸點。其次不可過于稠或洗,以影響肉眼識別或者造成拖研工作費力。對于三塊平臺互研時,印在每塊鑄鐵平臺上編制相應(yīng)編號。采用依序號互研形式。要按規(guī)律互研,不可在互研過程中改變其互研順序。
④.每次單面鏟刮完畢后,應(yīng)用專用細號油石對臺面進行微力打磨,保證應(yīng)鏟刮時因其的毛刺刺傷鏟刮人員和下次使用間距對鑄鐵平臺臺面拖研是帶來的劃傷。
⑤.T型槽平臺http://www.chinaweiyue.com/鏟刮作業(yè)時因用肉眼看清刮研點的位置,不可重復(fù)將刮刀落到相同的刮研點上。鏟刮應(yīng)單方向循環(huán)作業(yè),不可區(qū)域式刮研。鏟刮完整面后,用毛刷將鏟刮鐵屑清理干凈,肉眼找出未能鏟刮到的部位,按相同力度進行補刀處理。只有這樣才能達到刮研點接觸的標準。
T型槽平臺采用了人工刮研的工序。雖然人工刮研比較落后,但是對于實驗平臺來說,在精度要求比較高的情況下,是任何機械加工都不可以取代的一種加工工藝。為了提高實驗平臺的使用壽命,保證其工作精度,建議對刮研深度控制在0.02mm以上,這樣可保證有較長的使用壽命和檢定周期
咨詢服務(wù)熱線400-7659868 0317-2081839 0317-2081836
官方網(wǎng)址:http://www.chinaweiyue.com/
聯(lián)系人 銷售部經(jīng)理 王女士13231713280 竭誠為您服務(wù)!

業(yè)務(wù)咨詢:932174181 媒體合作:2279387437 24小時服務(wù)熱線:15136468001 盤古機械網(wǎng) - 全面、科學(xué)的機械行業(yè)免費發(fā)布信息網(wǎng)站 Copyright 2017 PGJXO.COM 豫ICP備12019803號