
四川達州行車行吊銷售廠家帶大家了解下橋式起重機的生產制造工藝
1.生產工藝分析
在橋式起重機的筋板制造方面,有拼接和整料兩種方式,因為筋板是基礎,筋板的尺寸對整體質量有著很大的影響,所以在筋板的尺寸要求上,寬度誤差必須小于1毫米,在長度上雖然沒有明確的誤差要求,但是也要在規定標準范圍內。在板材使用時,假如出現了長度不夠用的情況下,通常使用拼接工藝來繼續完成,焊縫拼接應該使用單面雙向60度的坡口,預留問隙要保證在2毫米左右,處理坡口要符合坡口處理相關規定,如果接口特殊,則要進行特殊標注。
接頭要在中心以外的地方,最好是在直徑2米的范圍之內。在主梁構件安裝時,對于安裝筋板,要使用上翼緣板上劃線定位方式,用直角尺檢驗垂直后進行點固,然后將上翼緣板和筋板焊縫連接。腹板安裝時,要將兩個腹板拼接到一塊,分清腹板與上翼緣板并劃線軸,使腹板跨度線軸和上翼緣板跨度線軸能夠符合。
最后在兩個板跨度線軸的中心進行焊縫連接。最后安裝下翼緣板,此步驟非常重要,因為下翼緣板的安裝關系到起重機主梁的穩固性和耐用性。所以一定要讓安裝人員對整個安裝過程有個正確的認識,并認直對待。從板子的對稱線設置開始,到主梁上下蓋板,再到垂直檢測,最后確保拱度符合安全要求。
2.構件焊接
首先要檢查焊接材料的質量,確認鋼材質量符合焊接工藝,如果不匹配,應及時更換焊接材料,避免影響后續的工作,如果鋼板厚度在13毫米以下,需使用減板機進行處理。以此提高設備的使用效率,減低成本,增加企業效益。假如厚度大于12毫米,就要用坡口處理進行焊接,特殊接口特殊標注。步驟方法不同需要注意的點不同,定位焊要保證材料與材料之間的統一。打底焊要使焊縫整齊嚴格管理監督,避免出現焊接過程的技術問題。二次焊接需要用自動焊的方法。完成后用熄弧板進行打磨,避免重物敲砸,最后也要讓焊縫外觀與要求一致
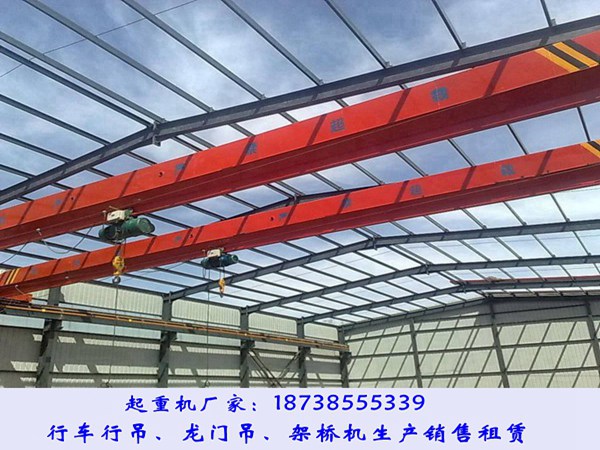
四川達州行車行吊生產廠家設備按用途分為可分為通用橋式起重機、簡易粱橋式起重機、冶金專用橋式起重機三種;按動力方式分為手動和電動;按梁的數量分單梁和多梁等;按用途為一用、二用和多用。
網址:http://www.dafangzj.com/
業務咨詢:932174181 媒體合作:2279387437 24小時服務熱線:15136468001 盤古機械網 - 全面、科學的機械行業免費發布信息網站 Copyright 2017 PGJXO.COM 豫ICP備12019803號
