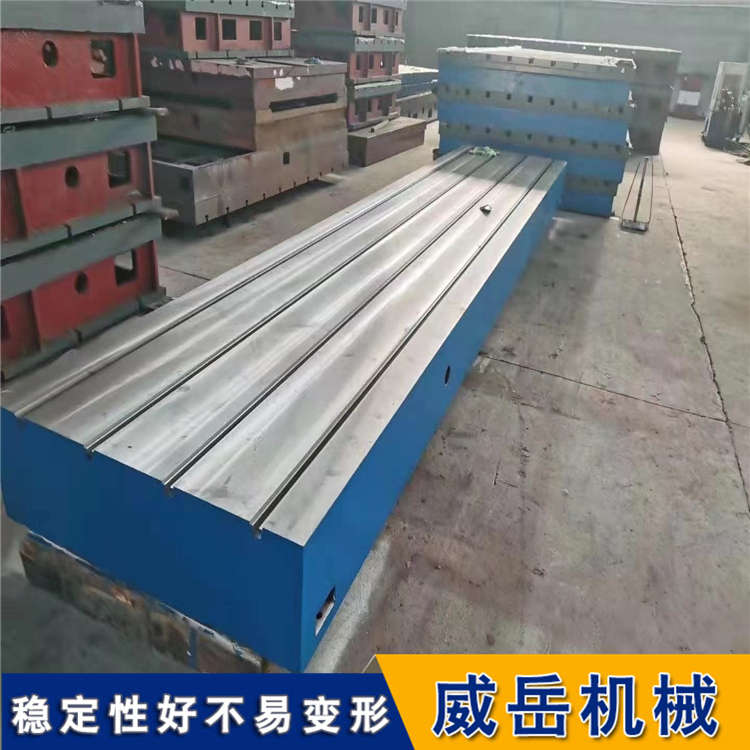
鑄鐵T型槽平臺的安裝方式及安裝前的工作
鑄鐵T型槽平臺工作面通常采用刮削工藝。其表面粗糙度Ra大允許值為3。2μm。
㈥鑄鐵T型槽平臺保證精度等級為0級~3級。平板工作面上,不允許直徑大于15mm的砂孔,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。整個工作面堵塞的砂孔應不多于4個,
且砂孔之間的距離應不小于100mm。
將檢測裝置放在被檢平板工作面上;在不加載荷時,將扭簧比較儀測頭與工作面相接觸(為使測量準確,測頭與工作面之間可放一塊薄量塊)且記下讀數。然后根鑄鐵T型槽平臺是機械測量中較常用的基準位置確定儀器具,也稱作平臺,常用的有鑄鐵和石材料兩種。較小條件原則用兩個平行的理想平面包容實際表面,并使兩理想平面間的距離為較小,此較小距離為平面度誤差值。
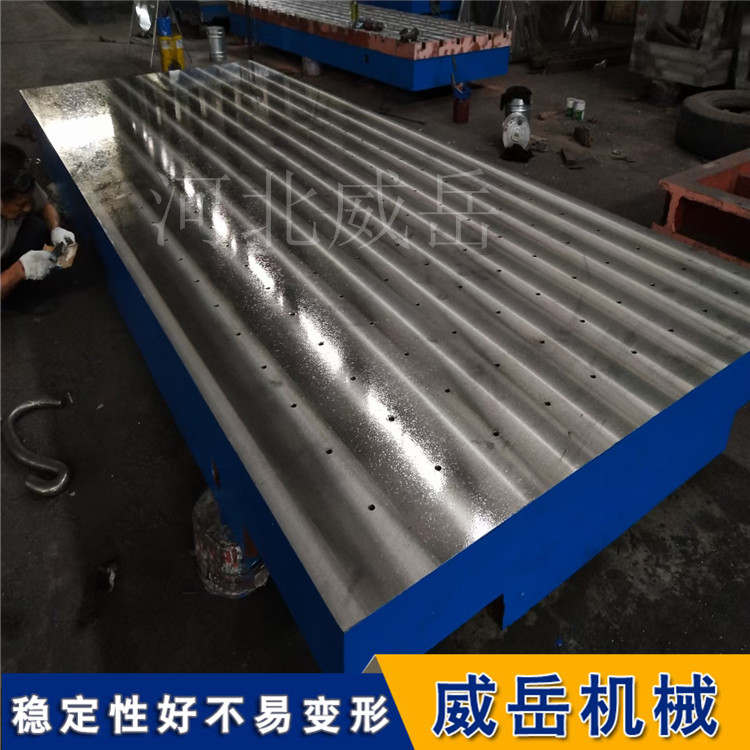
現在的一些小作坊為了節約成本用角磨機打磨表面,出來的鑄鐵T型槽平臺從感觀上很粗糙,所需要的精度工作面角磨機印記明顯,主要是會出現一些凹點,影響用戶使用效果,刮研流程先用刮刀一點一點的把加工刀紋去掉,在用合像水平儀或電子水平儀把平臺調成水平后,才可以鏟刮,這種工藝的好處是精度高,性能穩定,性好。
鑄鐵T型槽平臺平面度檢驗方法:鑄鐵T型槽平臺工作表面的平面度,用點法檢驗時在25mm平方面積內,對于0級鑄鐵T型槽平臺特點和1級的鑄鐵T型槽平臺特點,不少25點,2級的鑄鐵T型槽平臺特點應不少于20點,3級的鑄鐵T型槽平臺不少于12點。
鑄鐵T型槽平臺刮研驗收合格后要對其外表進行外觀處理,也就是給鑄鐵T型槽平臺刷漆,要先把鑄鐵T型槽平臺底部殘留的鑄造砂礫干凈,噴防銹漆(一般采用紅色的防銹漆),鑄鐵T型槽平臺外表要打磨平整有的話用原子灰填平,用水砂紙打磨平整。
鉗工在刮研鑄鐵T型槽平臺操縱時,將平面刮刀刀柄頂住胯骨,雙手握住刀,使平面刮刀與鑄鐵平板被刮表面形成一定的切削角度并對刀頭施加壓力,使平面刮刀刀刃吃緊平面。這時當人的胯骨和腰部給刀柄以推力,使刀刃切入鑄鐵T型槽平臺金屬表面并使刀刃在深入向前中切去研磨的點,然后將雙手壓力立刻轉換晉升力,把刀頭快提起離開鑄鐵T型槽平臺表面。完成了挖掘式的刀跡成形切削過程,并刮去一層薄的金屬。
鑄鐵T型槽平臺平面波動量:將平面波動儀放在鑄鐵T型槽平臺工作面上,沿任意一直線方向移動平面波動儀,移動距離為鑄鐵T型槽平臺對角線長度的一半且不應小200mm,取平面波動儀的指示表(分度值為0.001mm)上較在值與較小值之差。即為被檢鑄鐵T型槽平臺工作面的平面波動量。
鑄鐵T型槽平臺的運輸,吊裝要有的吊裝工具,吊裝時的平穩。平穩放到運輸車上后,要觀察鑄鐵T型槽平臺底部是否充分接觸,沒有充分接觸的要用想等厚度的木板墊實。運輸車輛在捆扎鑄鐵T型槽平臺時要在捆扎部位墊角鋼或木板以免傷害到工作精度表面。
威岳機械謝女士15350773479