地軌的生產技術指南:
A、對鑄件鑄態組織的要求。鑄態鐵素體球墨鑄鐵選用低稀土球化劑,鑄態珠光體球墨鑄鐵選用含銅或鎳的球化劑。
B、鐵液中干擾元素的含量。如果干擾元素,諸如鈦、釩、鉻、銻、鉛、鋅等含量較高,選用稀土含量較高的球化劑。如果干擾元素含量較低(總量小于0。1%),可選用純鎂合金球化劑。
C、鐵液含硫量。硫含量較高時,可采用稀土和鎂含量較高的球化劑,如有條件,可進行脫硫處理。硫含量較低時,可選用低稀土低鎂的稀土硅鐵鎂球化劑。
D、鑄件的冷卻條件。冷卻速度較快的金屬型鑄造條件下,可選用低稀土球化劑。冷卻速度較慢的大型厚斷面鑄件可選用釔基重稀土球化劑。
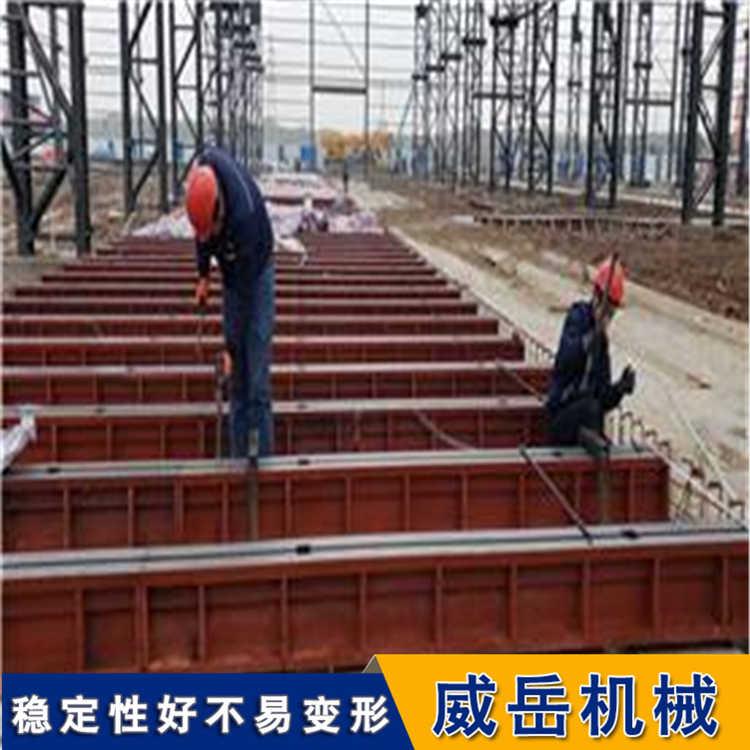
T型槽地軌正確的安裝方法:
1.T型槽地軌的埋設深度應與地面裝飾層持平或略高于3-5mm.
2.T型槽地軌安裝后,要任意1m長度內,水平偏差度不大于1mm,全長不大于2mm,軌道這間對應點的水平偏差不大于1mm,每兩條軌道之間的平行度偏差小于2mm。
3.軌道的固定方法,在軌道的內側兩邊,按要求間距(約500-700mm)用M8鐵膨脹釘或射釘固定牢靠。軌道底面與地面必密著力,不得有虛跨間隙,以防止地軌軌道載荷后彎曲變形。
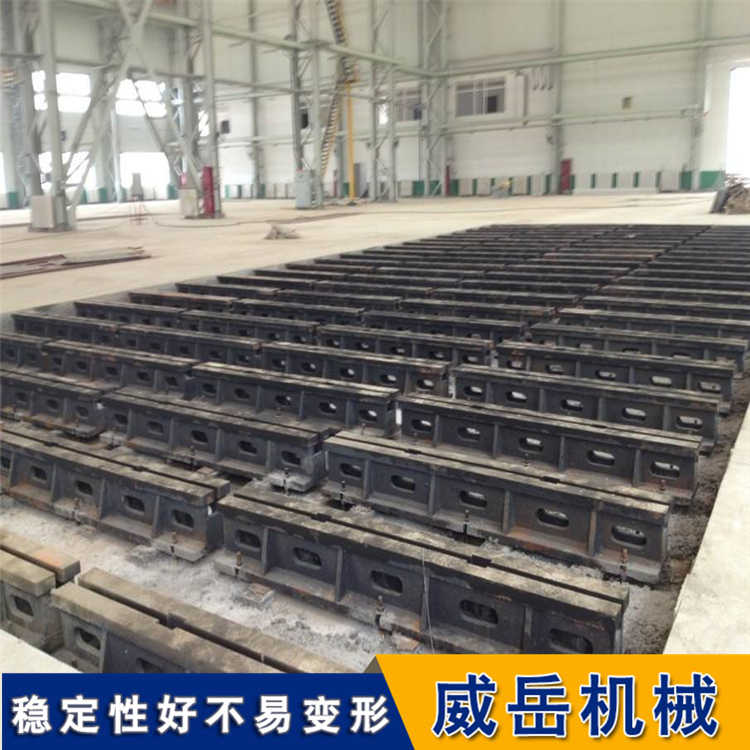
T型槽地軌材料:HT250。鑄件用化學成分S<0.12 ,P<0.15 。并需孕育處理。
T型槽地軌間用連接器連接,T型槽按GB158標準制造,寬度及間距按圖紙,T型槽地軌采用M24地腳螺栓安裝固緊、M24調整螺釘調平。平臺應方便的進行二次灌漿,二次灌漿應全范圍充滿內腔。
地軌加工面粗糙度6.3。大型鑄鐵平臺鑄鐵地軌精度按3級要求制造。
T型槽地軌http://www.chinaweiyue.com/應進行二次時效處理,其中毛坯成型后次人工時效處理、粗刨后次自然時效處理,自然時效時間為4個月,保證消除內應力,長期使用不變形
T型槽地軌使用壽命不小于30年,在使用年限內如出現移位、變形地腳螺栓斷裂等質量問題廠家負責維修。
使用T型槽地軌能拼接成大型鑄鐵平板,節省了材料成本,又可占用很少的空間。大家要注意做好防護措施,以免發生危險。T型槽地軌是在機械、電力等行業領域中常用的加工設備,如果在日常使用過程中注意保養,那么不僅可以延長使用壽命,還能切實提高企業的生產效率。
聯系人 銷售部經理 王女士13231713280 竭誠為您服務!
業務咨詢:932174181 媒體合作:2279387437 24小時服務熱線:15136468001 盤古機械網 - 全面、科學的機械行業免費發布信息網站 Copyright 2017 PGJXO.COM 豫ICP備12019803號