
目前企業對于制冷設備中板件、管板件孔加工和封頭孔加工的方式仍然比較單一。主要還是采用傳統的孔加工方法,先是劃線定位,然后用搖臂鉆床打孔,對于大孔徑的甚至還要擴孔。有的企業采用一些加工設備,但是加工效率仍不是比較理想。而且工業制冷機容量大,蒸發溫度廣,對于一些大工件用傳統的孔加工方式加工,加的費時費力,效率堪憂。在追求質量與效益的道路上,迫使一些企業尋求新的孔加工方式。
與傳統的孔加工方式相比較,數控平面鉆減少了加工工序,反而增加了其加工效率和質量。數控平面鉆床省去了人工劃線的步驟。傳統的孔加工定位方式,主要是技術工人根據圖紙要求,在X的位置處劃線定位,用手電鉆或者磁力鉆打出定位孔,這樣做誤差大,效率低。而在數控平面鉆床上鉆孔只需要將所需鉆孔的位置、孔數等參數輸入計算數控平面鉆床則可以根據輸入的參數來對工件進行加工,或輸入CAD設計圖,即可實現鉆削動力頭的自動連續大孔徑的加工,操作十分方便,精度高而且穩定。
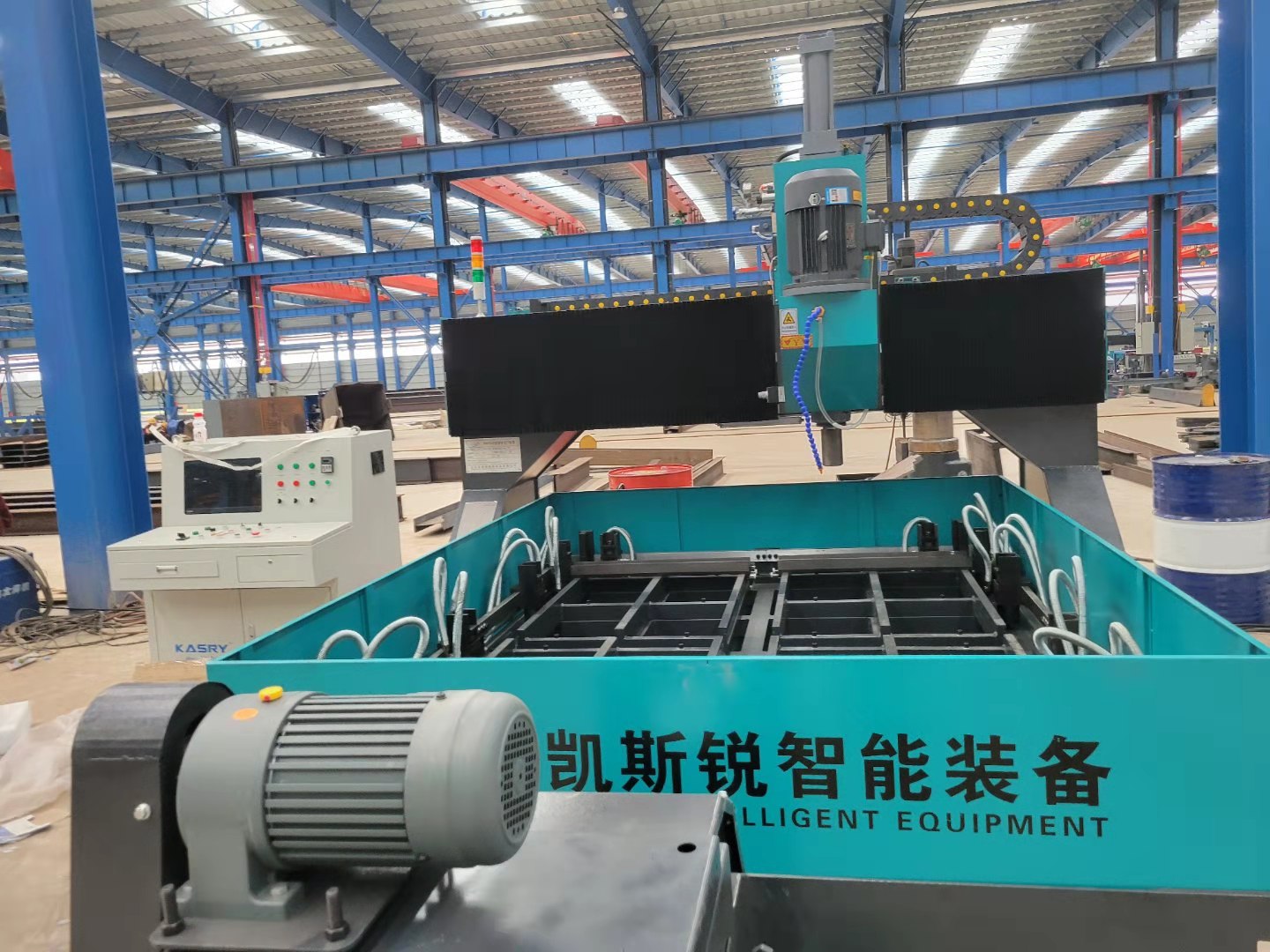
數控平面鉆床在加工效率方面。人工孔加工不但精度低,效率也低,加工工序繁瑣。而采用龍門移動式數控平面鉆床的全自動數控加工方式,鉆孔效率可提高5-10倍,可大大減輕員工的勞動強度,保證加工工件的質量。
工件尺寸 | 長度?寬度 | mm | 2000?1600 一件 |
|
|
| 1000?1600 二件 |
|
|
| 1000?800 四件 |
| 疊加加工厚度 | mm | 5mm-100mm |
鉆削主軸 | 主軸數量 | 個 | 1 個BT40 |
| 主軸型號 |
| 轉莫氏4#,3#的錐孔套頭 |
| 主軸轉速 | r/min | 120-560mm變頻器無級變速 |
| 進給方式 |
| 液壓自控行程鉆削動力頭 |
| 進給行程 | mm | 180 |
| 鉆孔直徑 | mm | Φ10-50(選配Φ12-Φ63) |
| 主電機功率 | KW | 5.5KW(選配7.5) |
業務咨詢:932174181 媒體合作:2279387437 24小時服務熱線:15136468001 盤古機械網 - 全面、科學的機械行業免費發布信息網站 Copyright 2017 PGJXO.COM 豫ICP備12019803號
